
We at the finish line for our CNC upgrade project (no, really). We have installed the upgraded Sieg 2.7 mill castings in the Benchmill cabinet and have gotten our Benchmill controller talking to the PC running the control software. Now we’ll begin connecting all of the odds and ends to give us a working CNC mill with all the bells and whistles (which, if you’ll recall, was the point of starting with a trainer mill as a base for the project).
There is a lot going on here, none of it particularly challenging but taken together representing a lot work to make the final project polished and usable. Instead of an extended how-to, this post will be more of a tour showing all of the connections as made, since the connections themself are fairly simple.
Automatic Lubrication System
Back when we were scraping in the raw Sieg 2.7 mill castings, we took care to mill out oil feed holes and pathways on the saddle with a plan of installing an automatic oiler down the road. Well, we are now “down the road” and with the project about ready to make chips, we’ll connect up the oil delivery plumbing.
The saddle oil access holes were drilled and tapped early on. Right angle 1/8″npt connectors and check valves were then installed on the X and Y saddle axes, as well as at the top of the column. (Edit: I forgot to take pictures when I originally installed these, so here is one after the mill was made operational).

These run to a distribution manifold mounted to the back of the column (not pictured here).

From there, the piping runs out of the back of the cabinet to a cheap Ebay oiler screwed to the inside of the cabinet. The oiler draws 110v from the power distribution rail of the Benchmill. (Pictured here is some marine antifreeze, which I’m experimenting with as a coolant for aluminum – it is mostly ethyl alcohol and is intended for potable water systems, so in theory it ought to be non-toxic).
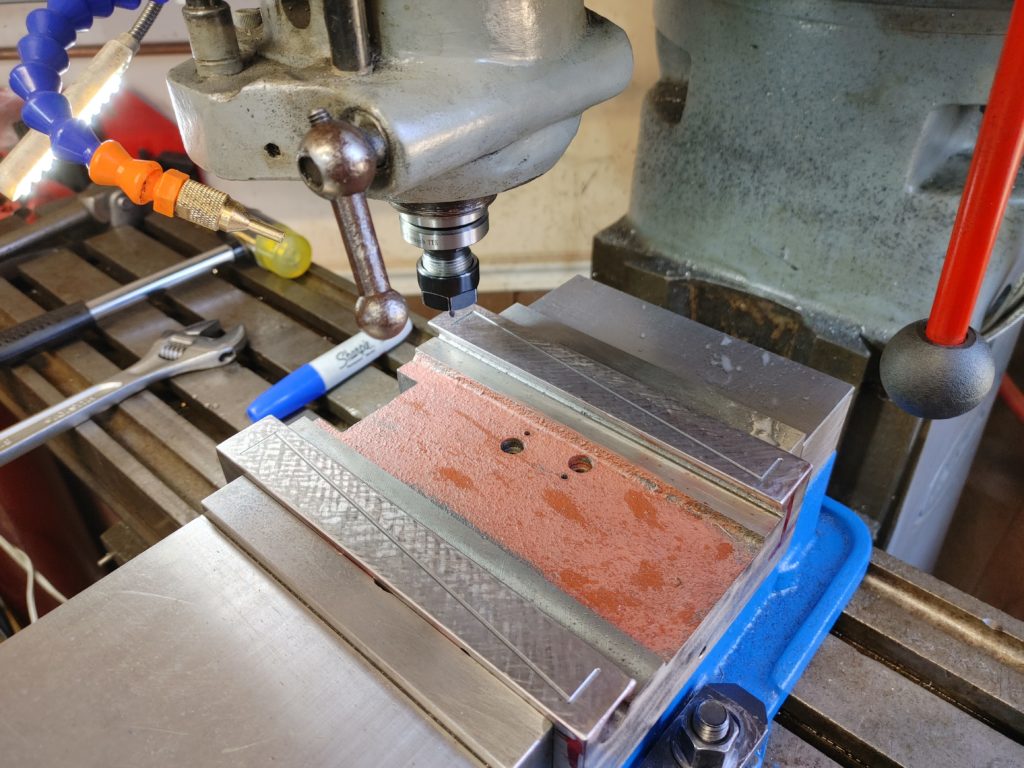
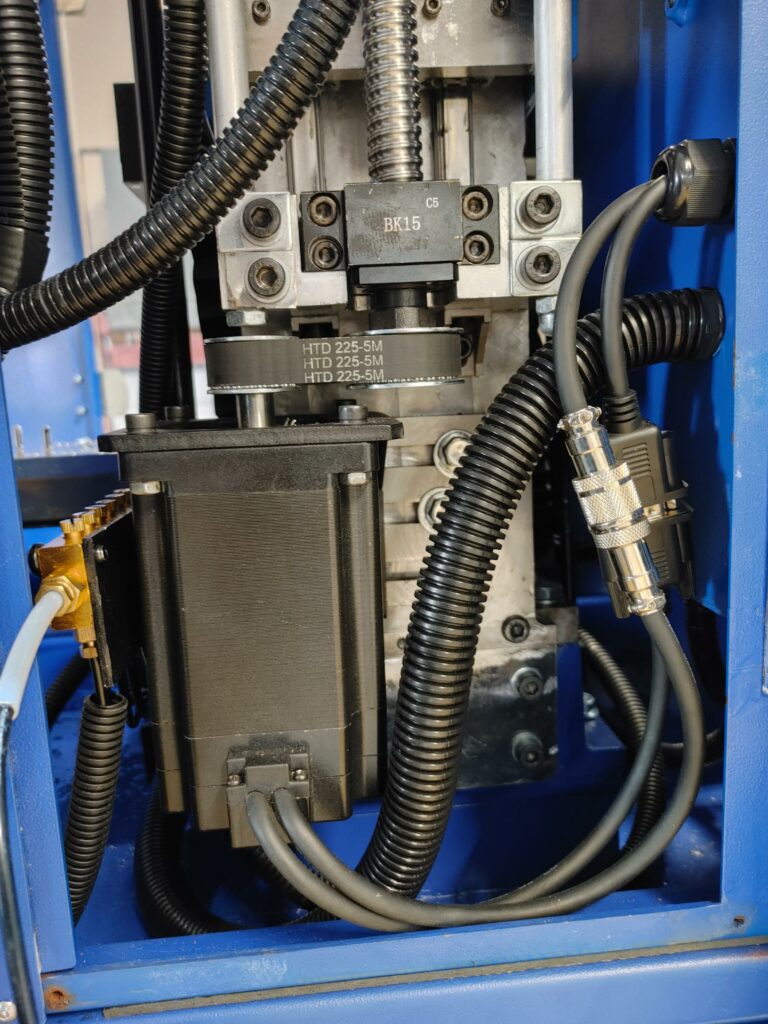
Also seen in one of the pictures above are the 3D printed TPU way wipers I made for the Y axis. I designed these in Fusion to fit the profile of the saddle, and angled them so that they keep good pressure on the ways while pushing chips off to the side.
Motor Wiring Connections
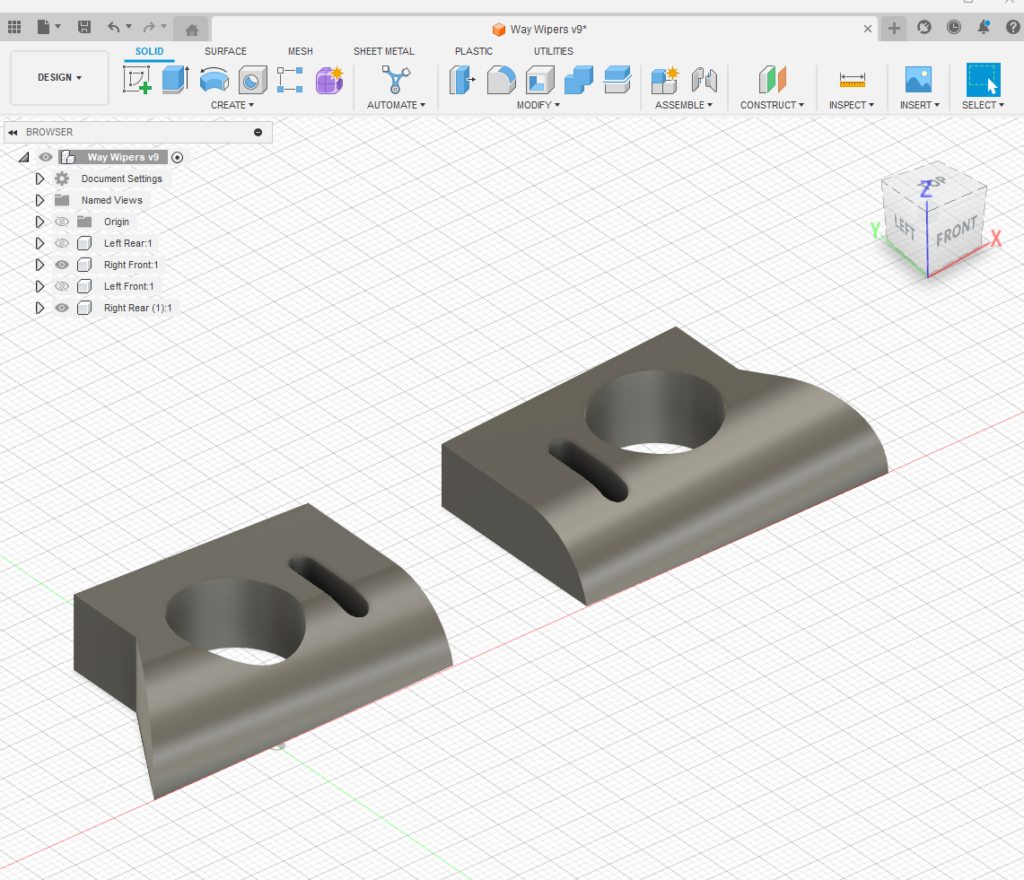
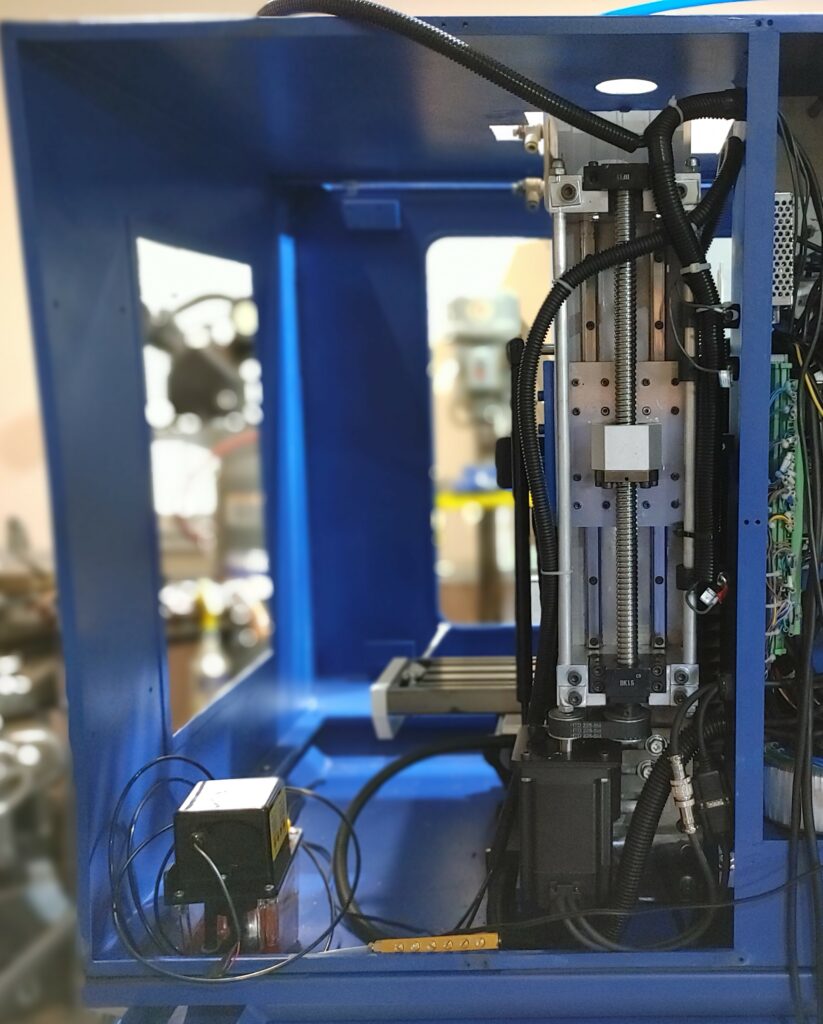
Next up came the stepper motor connections. Each motor has a two pigtails that need to be connected to the “semi closed loop” stepper motor drivers, one for motor power and one for feedback, respectively. For the X and Y-axes, I 3D printed a case from PETG-CF to keep chips and coolant away from the connections. Everything was then run through wire loom.

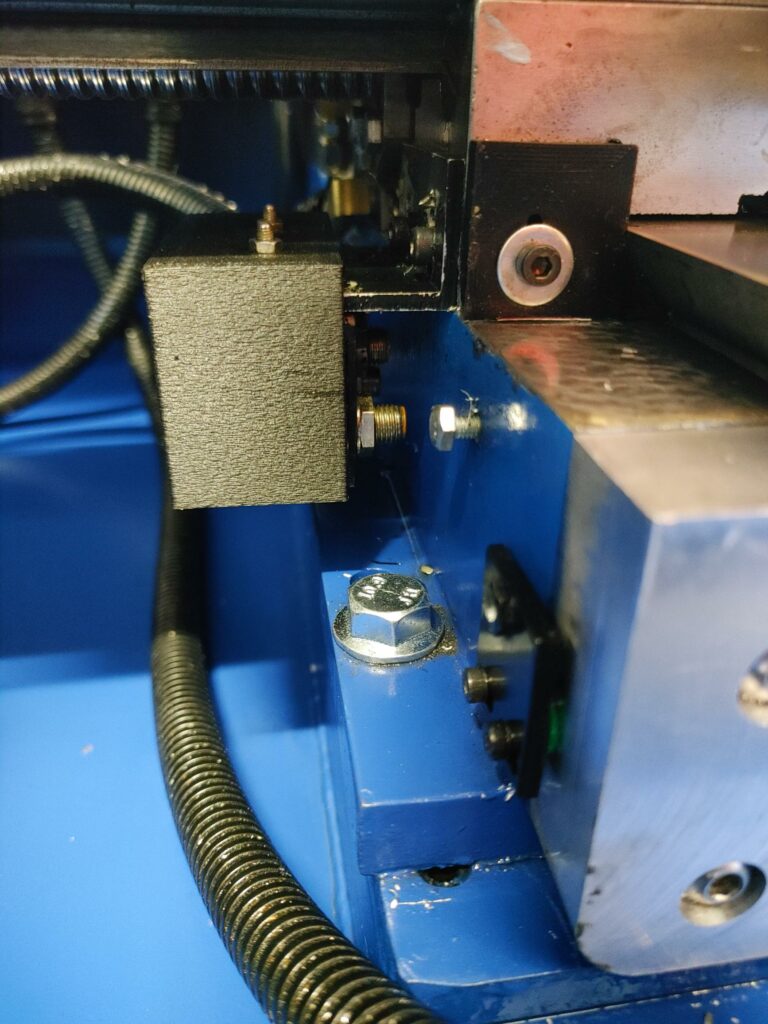
The motor connections for the Z-axis are in the rear, and are made directly. You can see the manifold for the automatic oiler at the bottom left of the picture below.
Next, limit and homing switches (inductive proximity sensors) were mounted. I was able to reuse some of the original Benchmill hardware, but needed to adapt it a bit and drill new mounting holes. I 3D printed shrouds to mount the cabling and to keep chips out.

The Y-Axis sensor set is tucked under the table.
Z-Axis limit switches are mounted to the column support rails. You can see them to the right in this earlier picture.
Spindle motor connections (power and servo encoder feedback) were similarly routed through a 3D-printed box mounted to the side of the head, with a wire loom keeping the cabling orderly and free of chips and coolant.
Chip Control
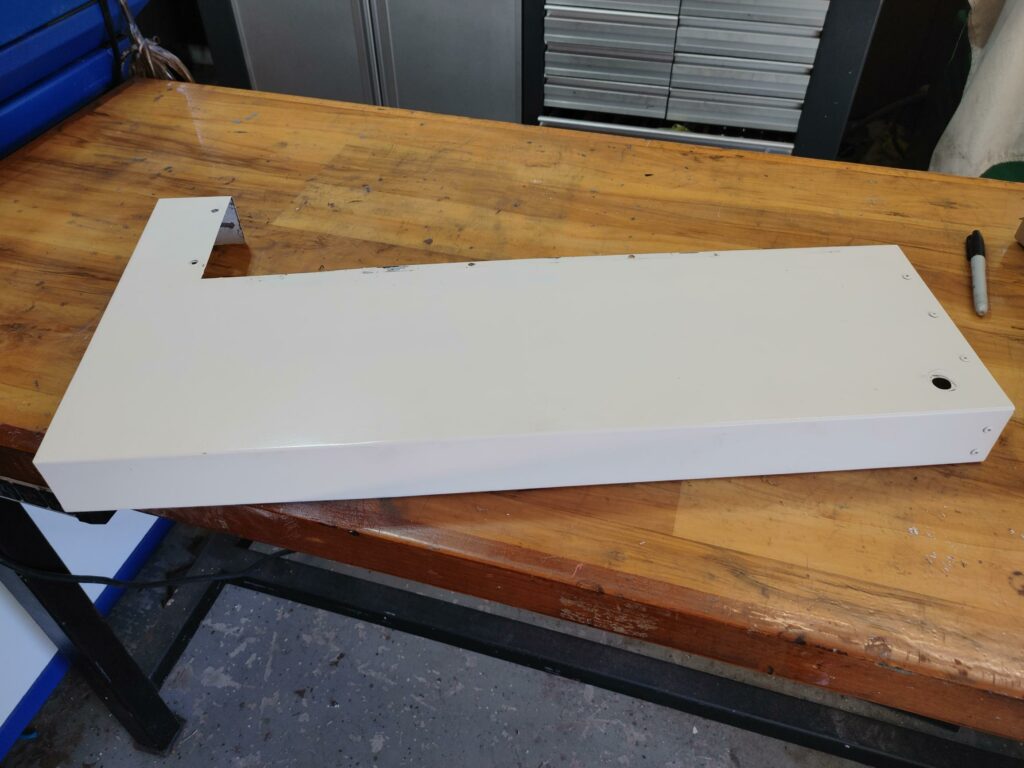
To keep chips and coolant off of the stepper motors, I next made a fixed apron that mounts to the front of the table. I measured this to fit within the operating envelope of the Benchmill enclosure and cut it from galvanized 20-gauge steel. Because of the L-shape, I had to try a few times to get the sheet metal bends correct.

Here it is after bending and some paint.
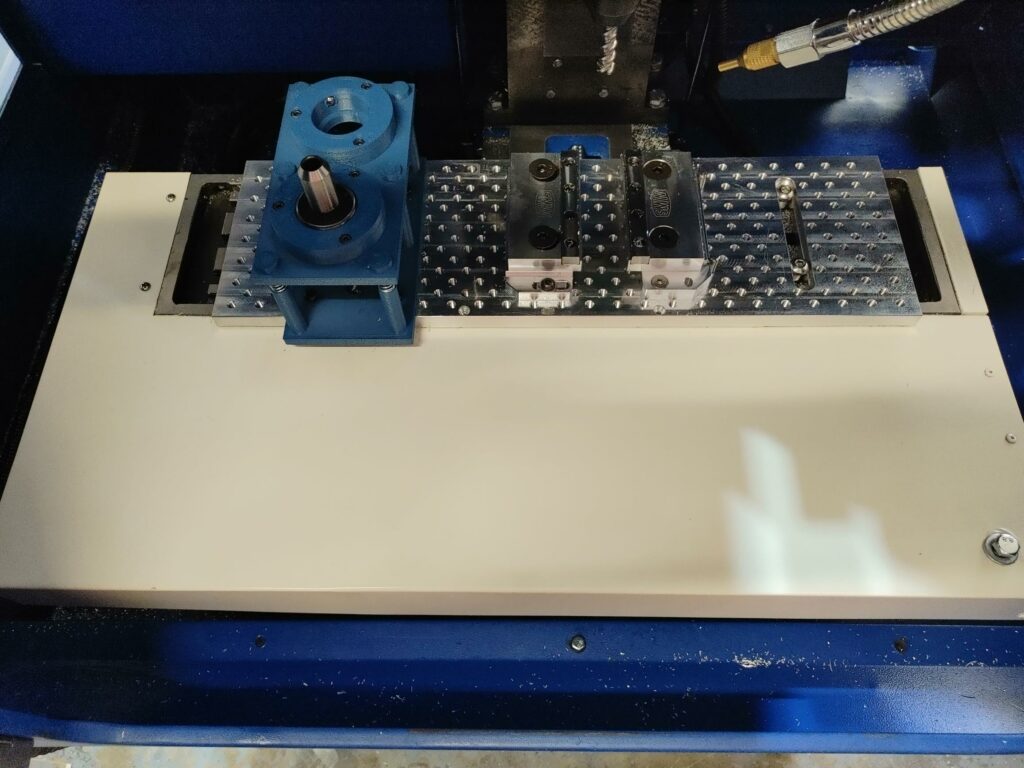
Installed, it covers everything nicely and keeps chips out of the stepper motor belts. (Not shown is an accordion-style bellows way cover that attaches to the back of the saddle magnetically).
Here, a Saunders modular vise and fixture plate are mounted to the table. The contraption to the left is a 3D printed tool stand to test the automatic tool changer capability of the mill (more on that to come).
Compressed Air Systems
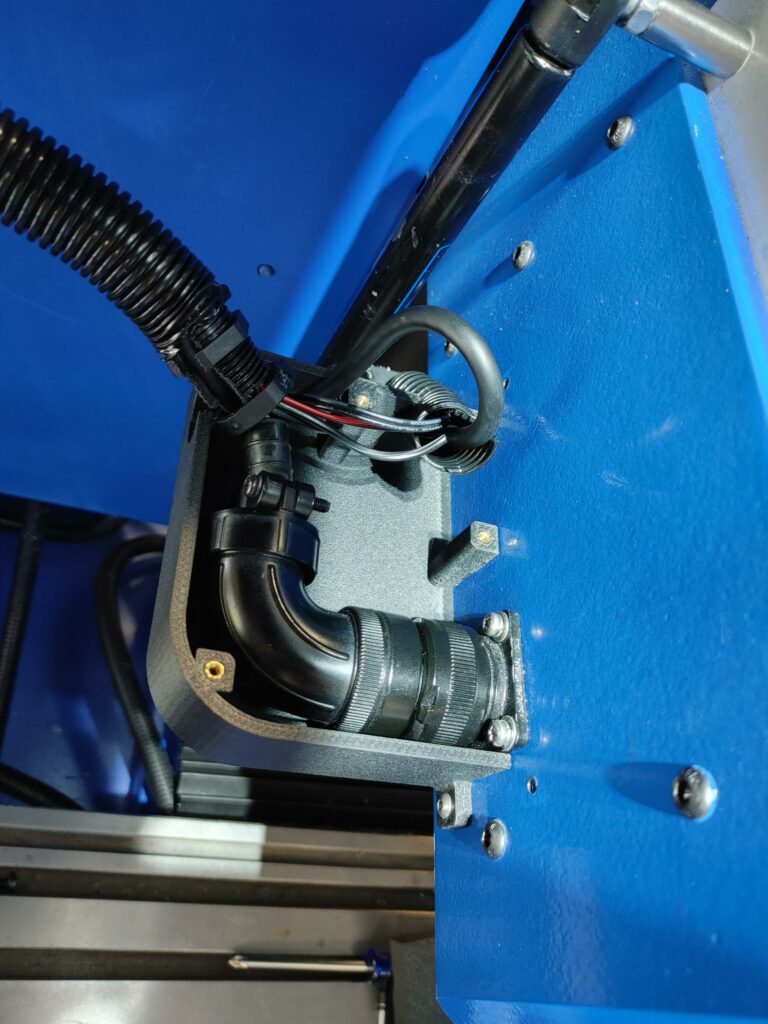
Finally, we’ll turn to the pneumatic systems. We previously tested the air powered automatic drawbar, which connects to a solenoid mounted in the back of the machine and which can be operated by software as well as by a push button switch on the head.

The second solenoid (bottom one in this older picture) was previously used to operate the automatic door on the Benchmill. This “door” was a solid sheet of 3/8″ acrylic connected to two air cylinders and running up and down in a groove located at the front of the enclosure. The latter came jammed on the unit I purchased, and seemed like an error prone “feature” that would have only limited Y-axis travel given the way I installed the new mill in the old enclosure.
Instead of fussing with it and worrying about it jamming again, I converted the automatic single door to manual double doors, and used the leftover solenoid to operate a mist cooler mounted to the side of the head. (The nozzle is visible a couple of pictures above). Instead of the 110v flood coolant pump capability that the unit originally shipped with, I rewired the mill so that the software now trips the (former) door solenoid, which turns on the air to the mist cooler when coolant is commanded.
There is nothing magic about the misting unit I selected. I do like the stainless steel hose of this model, and used a plastic wire loom to keep the air and coolant hoses neat.
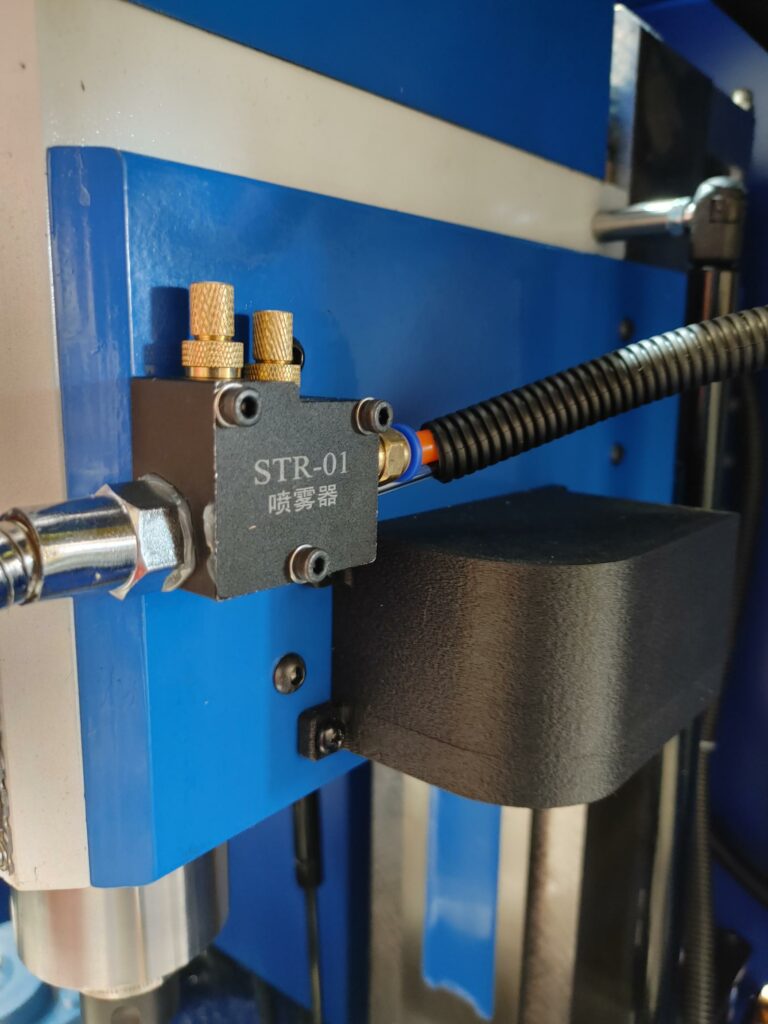
Since I’m going to be using carbide tooling, won’t be pushing the machine too hard, and don’t really like the mess, I intend to normally operate the system as a simple air blast to clear chips. That said, it is nice to know that I can add mist with a twist of the knob if the job calls for it.
With everything (mostly) connected, we’ll at long last work on homing the machine and making first chips!